
TESCOM Standard Regulator Repair Kit 389-1449 - regulator repair kit
As much of the steam industry / manufacturing sector history was located in the UK it is understandable that much of the steam valves and boiler equipment emanated out of the UK with an international local manufacturing in countries like Germany and USA. The UK though was still the dominant supplier of steam equipment well into the 20th century.
Do not assume because the Company has a British / German / American or even Japanese name that all their products are made in that country to the original standards of yesteryear.
It takes a lot of energy to turn water into steam, energy that is released again when the steam condenses back to water. This makes steam a very effective carrier of heat, transported in relatively small pipes to where it is needed.
With this new power new materials were able to be produced easily, wooden boats were soon to be a thing of the past, food processing grew. Large Power stations popped up everywhere to feed the thirst for our need for electricity. Gas has started to replace coal as a fuel but steam is still as relevant today as it was 200 years ago. It is a very efficient source of energy for our process industries and Power Generation. Around 90% of the worlds Power Generation utilizes steam in its production.
The VSI-S15 (DN15) stainless steel steam injector flute size range has been extended this year. Due to the advantages of the flute style over the “head type” units we have added DN20, DN25 and DN40 to the steam injector series. Contact us for further details.
An ideal steam trap should have the ability of air venting together while discharging condensate. No one trap suits every application with the various steam systems as they all have different working principles that have both advantages and disadvantages. In essence there is always a “best” selection with an “alternative” option. The selection will depend on the pressure, temperature and the amount of condensate.
Steam’s unique properties is that there is a distinct relationship between pressure and temperature. So to control the temperature of the steam, and its heat transfer capabilities, we need only to control the pressure. That means the use of a simple 2-port valve rather than the mixture of 2 and 3 ports normally associated with liquid heating systems.
With the increases in the base fuel costs to create steam it is essential to handle steam in the most efficient mean possible. These days efficiency in saving energy is also compounded by saving the environment we live in.
A full range of steam ejectors is also available in both straight through and right angle versions. Web page to be updates shortly.
Thermodynamic steam traps operate periodically by utilizing the difference in kinetic energy between high velocity steam (a gas) and slower moving condensate (a liquid). The condensate discharge being instantaneous is the same temperature of the steam. Steam entering the trap expands suddenly as it reaches the backside of the disc. The resulting low velocity causes a decrease in pressure under the disc. Steam above the disc gets a high pressure force and this pressure balance forces the disc onto the seat to close off the orifice of the trap. When condensate reaches the inlet under and above the disc the pressure force disappears and allows the condensate to discharge. These are an extremely robust trap virtually un-effected by water hammer.
Free float traps operate similar to the standard float trap however the float is not attached to a lever. The float itself serves as the valve for the trap. A Free Float is able to independently rise away from the orifice, allowing condensate to be drained free of obstruction. The natural rotation of the Float gives an almost infinite number of contact points to seal the orifice. This potentially reducing localized valve wear.
To appreciate steam it helps to know its history. Steam has been around as a man made “tool” since the late 1700’s. It wasn’t until the 1800’s that it revolutionised the way we lived. Examples being the first commercial railway from Manchester to Liverpool in 1830. The first steam ferry was from Wales to Ireland. In the US from 1810 steam boats were prolific along the Mississippi River. Ocean going steam powered vessels started to replace the traditional sail boats. It was the development of the Coal Industry that was closely entwined with the development of Steam Power. Steam transport opened up the way we travelled and the distances. This allowed huge volumes of commuters to venture into new territories especially in countries like the US. In Australia our first steam powered trains were from a small track at Flinders St to the Port of Melbourne.
From a raw materials and manufacturing perspective our steam equipment unless otherwise stated will be either European or Australian. When selecting steam equipment we would recommend getting high quality equipment. It will generally last you 10 years plus giving you a far lower cost of ownership and minimizing unplanned production outages. By comparison to the 3 to 12 months many of the inferior quality items last for.
Most of our steam applications are what we call saturated steam its not until we consider power station applications where the extremely high pressure and temperatures require the use of super-heated steam.
Steam is inherently a safe and forgiving medium. Leaks are not poisonous and if the system faulters in any way its usually minor. This can be due to poor materials of equipment, bad system design or lack of maintenance. You don’t really see steam so leaks unless major it can take a trained eye to pinpoint. The use of pressure and temperature gauges assists in monitoring the system.
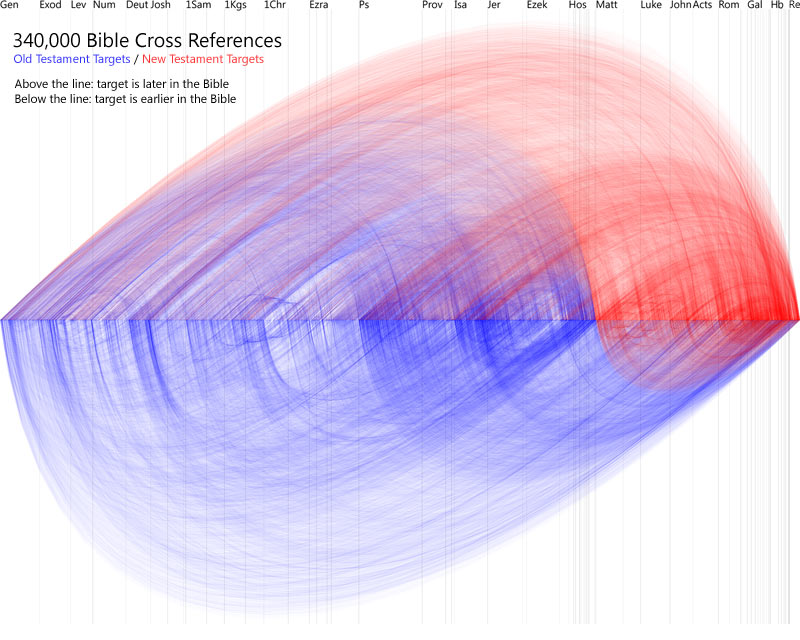
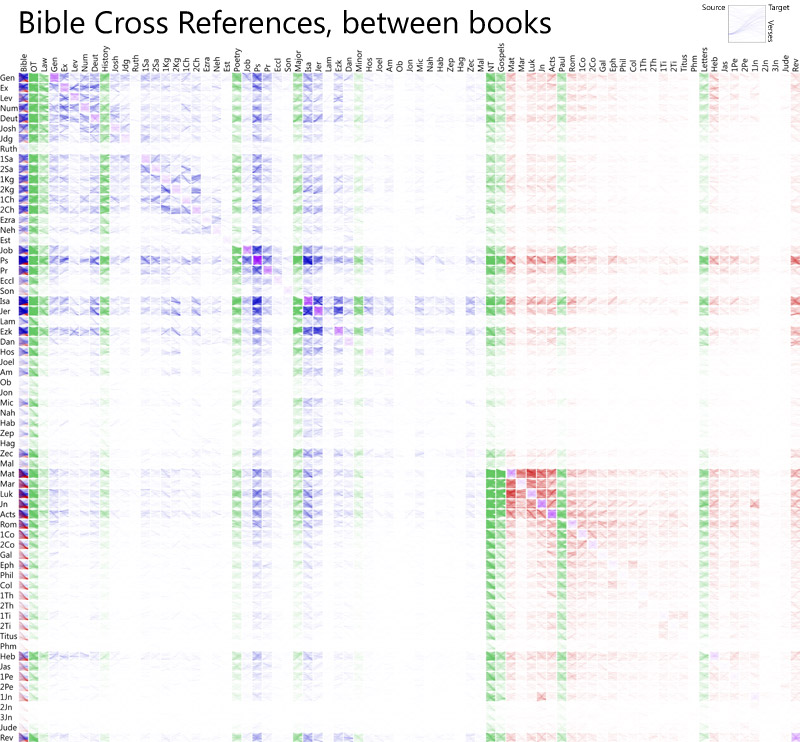
About 340,000 cross references identify commonalities between different parts of the Bible—chains of similar themes, words, events, or people.
In lever float designs, a float is attached to a lever that controls the valve. As condensate enters the trap, the float becomes buoyant and moves the lever, causing the trap valve to open. The trap is able to discharge air through the thermostatic air venting unit inside the valve body.
Unless otherwise indicated, all content is licensed under a Creative Commons Attribution License. All Scripture quotations, unless otherwise indicated, are taken from The Holy Bible, English Standard Version. Copyright ©2001 by Crossway Bibles, a publishing ministry of Good News Publishers. Contact me: openbibleinfo (at) gmail.com.
Steam is inherently sterile. The rapid transfer of heat it gives when condensing is the reason why it is such a common means of sterilizing not only surgical instruments in a sterilizer, but also pipelines in essential industries such as food or pharmaceuticals where steam is a key component of SIP (Steam In Place) or CIP (Clean In Place) systems.
Sadly, in the quest for increased profit margins much of the traditional manufacturing is now sourced from 3rd world or developing countries. The quality of equipment is not what it used to be either from a manufacturing perspective or from base materials view which is often questionable.
Steam injectors – sparges are a quick way to heat liquids in tanks it maybe in the food processing industry or boiler water pre heat feed water tank, They can be installed singularly or in multiple units to achieve a more uniform heating whilst reducing noise levels. Immersed in the liquid at the end of a sparge pipe they give long lasting service due to their simplistic design. We offer 4 styles a small bellows type Stainless steel steam injector, a Stainless Steel flute steam injector, as well as a Bronze and Stainless Head unit steam injectors which is available up to DN50 in size. Each has its own particular application. Steam Traps Steam Injectors are high quality made in Australia or Europe
Using poor quality equipment in a steam system costs a lot more money than an initial purchase saving with increased operating costs and down time expences not to mention jeopardizing worker safety. Never assume that because equipment is from a big name brand and it’s the most expensive that it’s the best, it can actually be the reverse.
There are some 5 different versions of Magnetic level Indicator we can offer in various materials, one being plastic for lower temperatures in chemical applications. Data will be updated shortly. Steam traps Steam Injectors level Indicators are high quality made in Australia or Europe.
They operate by utilizing the difference in temperature between condensate that is close to steam temperature and sub-cooled condensate (or low temperature air).
NOTE: TD or Thermodynamic traps have received a bad rap over the years. This is due to cheap inferior designs flooding onto the market. The most common failure of those traps is the trap “air binding” and hence does not operate. TD traps are the most economical of all the steam traps to purchase so always select one with an ANTI AIRBINDING FEATURE, its still a good deal and will ensure they operate for years of trouble free service.
Being temperature “triggered” they are unaffected by pressure. As the condensate cools the liquid condenses, lowers the internal pressure on the membrane. The resulting pressure differential favours the external pressure acting on the membrane to retract and open the orifice permitting the condensate to discharge.
This mean removing any condensate from the steam systems as well as air both of which adversely effect operations. Part of the diverse range of products we distribute is “Steam Traps” or more aptly named by the Germans “Condensate Traps” that effectively do both jobs.
Magnetic level Indicators mount similar to Reflex Indicators however do not have the high temperature rating of the reflex style. Some models can however go to 200 Deg C. Utilizing a float with magnets the scale of the liquid is indicated when the magnetic effects the red / white coloured flaps placed on the outer wall. This gives a very easy to read display scale. One variance of the Magnetic level indicator type due to its float operation is that there is an option to mount it on the top of the tank of vessel which in some cases can be an advantage.
As steam condenses, its pressure drops and higher-pressure steam flows into the lower pressure region hence no pumps are needed to make the steam flow, a considerable saving in installation and running costs. No pumps also mean no system balancing is required.
Being a sterile gas makes steam an ideal choice to humidify air in ventilation systems. This is why it is commonly used in the healthcare, pharmaceutical and electronic industries where clean, sterile and humidified air is required.
This data draws primarily from public-domain sources, especially the Treasury of Scripture Knowledge, which provides most of the data. It also includes data (to seed the initial votes) from my Topical Bible and Twitter Bible Search. I created this experiment because it was hard to find Bible cross-reference data on the web. Download all the cross-reference data (2 MB .zip).
This style of trap has a bucket within the trap which is attached to a lever. This opens and closes the trap valve in response to the bucket’s motion. When steam or air flows into the underside of the inverted bucket and condensate surrounds it on the outside, the steam causes the bucket to become buoyant and rise. In this position, the bucket will cause the trap valve to close. There is a vent hole in the top of the bucket that allows a small amount of the vapor to be released into the top of the trap, where it is discharged downstream. As vapor escapes through the vent hole, condensate starts to fill the inside of the bucket, causing it to sink and allowing the lever to open the trap valve and discharge condensate (along with any vapor held in the trap).
Reflex level indicators mount on the sides of vessels and due to the refraction of light between liquids and gas indicate the tanks level in the glass. Typical applications are primarily steam / electric boilers or petrochemical tanks. They can handle temperatures up to 250 Deg C.
One key difference in the operation of float traps and inverted bucket traps is the type of condensate drainage provided. Float traps give continuous drainage, whereas inverted bucket traps provide intermittent drainage.
This easy to use guide will help you select a trap for the most popular applications. It gives you a best option with a secondary selection based on suitability. Take into consideration where the trap will be installed, pressures, temperatures, discharge capacities and in certain applications safety factors. Water quality will also play a part in what material the body and trims are made from.
All our steam traps are high quality made in Australia or Europe. With raw materials emanating from those areas it is the basis of a long lasting product. World class manufacturing facilities ensure consistent quality as well as employee conditions unlike some in developing countries..


 8615510865705
8615510865705 
 8615510865705
8615510865705